

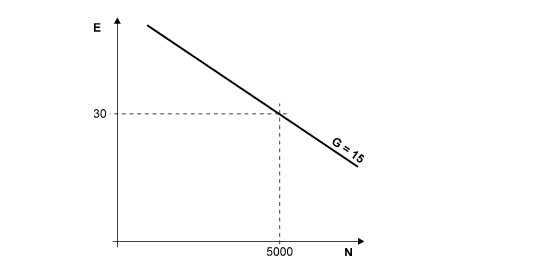
Taking as reference the previous figure, it is clear that, depending on the position (distance ) of the two selected balancing planes, the measured unbalance which is to be corrected varies (30, 15, 10 gr mm).
If the acceptable balancing value per plane is 15 gr mm, then the rotor is considered within tolerance only if the two balancing planes are placed on the supporting position or at a distance of 100 mm; for shorter distances balancing planes the rotor is no more within tolerance.
Now, a rotor should be considered properly balanced (within tolerance ) indifferently of the two selected balancing planes.
As a consequence a correct unbalance tolerance can be specified in two ways by defining:

Defining a limit value (balancing tolerance) for the unbalance referred to the bearing journal directly gives a limitation to the rotating forces which exert on it.
This is particularly useful, because an acceptable residual unbalance calculated with the above mentioned rule, is valid whichever are the two selected balancing planes.
API 612 e 613 standards use this rule and calculate the residual acceptable unbalance with the following formula.

To avoid any confusion between the actual balancing planes (where we act ) and the two planes where the unbalance tolerance is specified.
To specify always, in a clear way, the two planes where the acceptable residual unbalance is valid.
With the use of a modern microprocessor measuring unit, it is possible to specify the tolerance on the two balancing planes or on the two rotor supports.
To specify the unbalance tolerance on the two rotor supports, it is sufficient to set the parameters A = C = 0 and the parameter B = Supports distance

Read more about balancing at the Cemb Hofmann UK site or call our expert balancing team today on 0161 872 3123.





























{kind=link}